| Polyester Mono Filament 21 T – 49 S |
according to the desired puff effect |
Flock printing – Transfer
| Polyester Mono Filament 40 T – 49 S |
For colour printing |
| Polyester Mono Filament 20 S – 29 T |
for adhesive printing |
| Polyester Mono Filament 55 T – 77 T |
for areas and lettering |
| Polyester Mono Filament 77 T – 100 T |
for contours and half-tones |
| Polyester Mono Filament 34 T – 43 T |
for areas and lettering |
| Polyester Mono Filament 55 T – 77 T |
for contours and half – tones |
| Polyester Mono Filament 32 T – 40 T |
for over print |
| Polyester Mono Filament 77 T – 100 T |
area printing on transfer release paper with special
inks |
| Polyester Mono Filament 100 T |
fine lines, half – tones on transfer relesase
paper |
| Polyester Mono Filament 7 S – 26 S |
Printng of glitter paste (mesh number according to size
of glitter particles) |
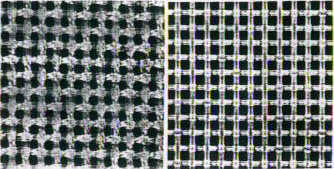
The synthetic yarns offered for the garment and upholstery trades (curtains, furnishing fabrics, carpets), as well as the cheaper stencil fabrics, used to some extent for screen printing textiles, are all of multifilament (multiple – stand) yarn. Similarly, the natural silk screen fabrics formerly used almost exclusively in screen printing are also multifilament. The best screen printing fabrics, whether of polyamide (nylon) or polyester (Terylene, Dacron, Tergal, Terital) are all woven from monofilament (single – strand) yarns.
Owing to the lower abrasion resistance and the multifilament
composition, multifilament yarns in stencil gauzes are usually thicker
than the corresponding monofilament yarns. Multifilament fabrics for
stencil printing are consequently woven only to 77 or 90 threads/cm
linear for higher counts that free printing area would be too small and
ink penetration inadequate.
Screen printing fabrics of monofilament yarns, on the other hand, can be
woven up to 200 threads/cm linear even at these fine counts, the free
printing area is still satisfactory.

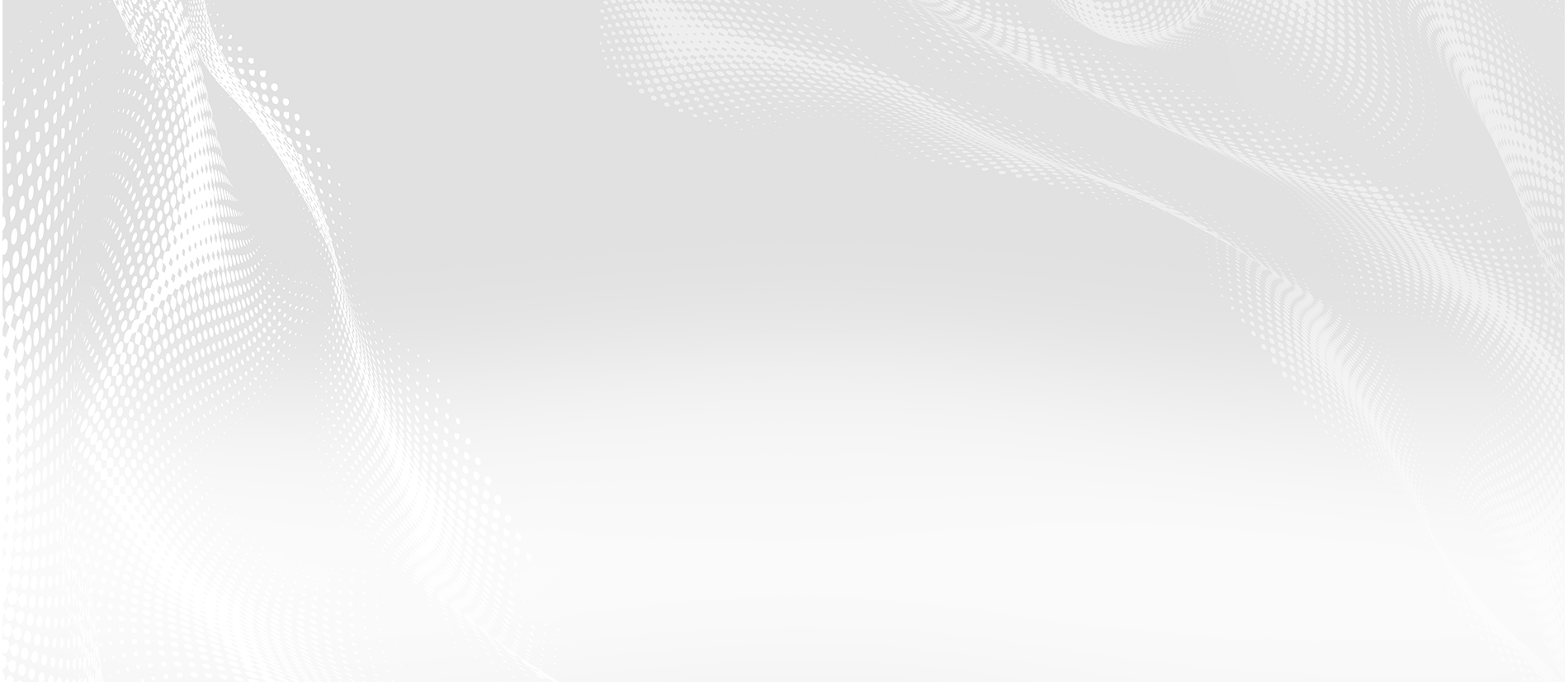
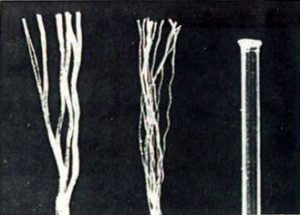
In monofilament stencil fabrics ink penetration is better, owing to the
compact surface, than in multifilament fabrics on which ink residues
remain between the individual filaments and are difficult to remove.
In monofilament stencil fabrics ink penetration is
better owing to the compact surface, than in
multifilament fabrics on which ink residues remain
between the individual filaments and are difficult to
remove.
Cleaning and re-use far easier with monofilament fabrics
than with multifilament weaves. Multifilament gauzes are
onluy re-useable with restriction weaves. Multifilament
gauzes are only re-useable with restriction.
For these reasons it is not surprising that stencil
fabrics of multistrand, manmade yarns have hitherto
failed to make any headway against monofilament fabrics.
Screen printer clearly prefer monofilament fabrics.
Screen printers clearly prefer monofilament
gauzes.
Our monofilament screen printing fabrics are obtainable
in a wide range of numbers, between 2 and 200 threads
per cm.


The fabric number corresponds to the amount of threads
per centimeter. The numbres 77 to 180 are very widely
used in screen printing. The most popular number are 110
and 12.
Most of our monofilament fabrics are made in a lighter
and in a heavier grade ; in fact many fabric number are
produced in various graduations. Consequently, a thinner
or thicker ink deposit can be obtained by selecting a
fabrics of thinner or thicker yarn. Note the technical
data in our technical data sheets and price
lists.
In other words, the same fabric number, containing the
same amount of threads per centimeter, is woven with
thinner or thicker threads.
The screen printing fabrics, therefore, are produced in
the same number in 3-4 grades or qualities.
- Polyester Mono Filament,
the classical screen printing fabric is made of
monofilament (single strand) polyester yarn. Polyester
Mono Filament has a higher abrasion resistance than the
multifilament polyester fabrics hitherto used in textile
screen printing (e.g. Terylene, Dacron, Terital,
Trevira, Diolen, etc).
- Polyester Mono Filament has a
very high resistance to stretching adn thus ensures and
exact register.
- Polyester Mono Filament remains
uninfluenced either by usual temperature fluctuations or
by humidity, So that the same exact register is
maintained from beginning to end of the printing
process.
- Polyester Mono Filament is indispensable for
large-size printing, in particular for half-tone
printing. In very many cases, Polyester Mono Filament
can replace the usual stainless steel fabrics,
especially in the production of printed circuits, as
well as being suitable for the printing of qualioty
lablel work.
- Polyester Mono Filament fabrics are made
of first grade, electronically controlled polyester
monofilament yarn and have the following advantages over
metalwire fabrics: A good abrasion resistance and
appropriate elasticity despite high stretch-resistance.
Metal suffers from Polyester Mono Filament allows long
printing runs and permits sharp outlines down to the
very last prints. Unlike bronze and steel wire cloths
Polyester Mono Filament is rust- and corrosion-proof and
much cheaper than stainless steel wire cloth. Polyester
Mono Filament is highly wear-resistant and thus more
economical than wire cloth. Whereas wire cloths esaily
crinkle, develop bagging and other defects, Polyester
Mono Filament fabrics are insensitive to impact and
pressure.
- Polyester Mono Filament fabrics can be
repeatedly stripped and re-used in screen printing.
-
Due to its smooth surface Polyester Mono Filament
guarantees best in penetration.
- In Screen printing,
ink consumption depends principally on fabric thickness
and is much reduced by using Polyester Mono Filament
fabrics with their finer threads. This considerably
shortens the drying time. Efficient work, especially on
high-speed automatic machines, urgently requires shorter
drying times.
- Polyester Mono Filament lifts off
readily from the printing base, avoiding ink smear, and
allows the press to be run at higher speeds.
-
Polyester Mono Filament is stretched, cleaned and
further processed in the same manner as the Nylon Mono
Fabrics, but allows an elongation of approx. 3% only (as
against 3% to 6% for Nylon Mono), depending on the
fabric numbers.
- Polyester Mono Filament is available
in various widths: 105 cm, 122 cm, 132 cm, 145 cm, 155
cm, 165 cm, 178 cm, 205 cm, 220 cm, 250 cm, 270 cm, 315
cm, some numbers up to 370 cm.
- Polyester Mono
Filament is highly acid-proof and not light sensitive.
After stretching, the screen
printing fabric is mounted on a stencil frame. The
permissihble tension depends on the tearing strength of
the particular fabric.
The resistance to stretching of a
particular fabric is a second important factor in
ensuring correct register and in determining the proper
distance between screen and printing stock. The tension
is measured in Newton per cm (1 N = 0,102kp) with
mechanical or electronic equipment which one places on
the fabric. Optimum tenisoning force for different
fabrics The optimum stretching force to be applied in
kg/per cm of selvedge depends, as said before on the
tearing strength and stretching resistance of the
particular fabric.
Modern, monofilament (single-strand)
and multifilament (multiple-strand) synthetic weaving
yarns have a higher tensile strength than for instance
natural silk. Nylon and polyester are nearly alike ; in
the thicker yarns polyester is slightly stronger than
nylon, while in the finer counts nylon is slightly
stronger.
On the other hand, polyester yarn, and to some
extent also natural silk, is more stretch-resistant than
nylon, however much the nylon is per-stretched and
stabilized. Apart from this difference between the
tearing strength and the stretching resistance of
different yarn materials, for one and the same material
it may be stated in principle that bothe these values
will be roughly proportional to the cross-sectonal area
of the yarn.
The cross-sectional area of a round yarn
thread is obtained by the radius or .785 X diameter
squared. This means that a round thread A of double the
diameter of another thread B of the same yarn material
will be about four times as strong in tearing and
stretching. With increasing thread diameter, therefore,
the strength values increase according to their squares.
As we know, stencil fabrics are made in different
degrees of fineness (counts).
The count represents the number of threads per cm
linear. The counts most used for graphic screen printing
are from No 77 to No 165; for special uses, e.g. very
fine half-tone printing, up to NO 180. The standard
count is No 120. Consequently, the higher the fabric
number, the finer the yarn to be used. Moreover, in the
same weave counts (same number of threads per cm linear
count), fabrics can be woven of thinner or thicker
yarns.
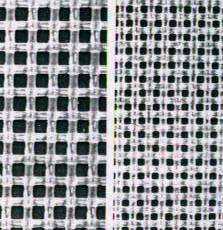
Considering any of the three fabric grades of the same
count illustrated above, i.e. fabrics with the same
number of threads, it is obvious that the grade HD with
the thicker yarn is stronger than grades T and S with
the thinner yarns. This should be taken into account
when stretching on printing frames. Thicker, and
consequently stronger fabrics can and should be more
highly stretched than thinner and lighter fabrics. In
pneumatically operated stretching appliances, the air
pressure should be increased for stronger fabrics while
more care is needed for the lighter fabrics.
As mentioned before, it is a
well-know fact that loss of tension of a newly stretched
screen amounts to approx. 10-20% within the first few
hours, depending on the type of tensioning device used,
the original mesh tension, the frame stability and
waiting time before gluing.
For printing jobs with
accurate register, therefor, it is recommended to let
the screens rest for a few hours before stenciling. When
stretching frames, please take into account this loss of
tension. We recommend to use the SST-Newtontester
whenever high accuracy of registration is required. For
multi-colour work all screens should show the same
tension.
A check with the SST-Newtontester, therefore,
is especially important. Practical experience has shown
that variations in screen tension of 1 to 2 N on the
same or different screens are without noticeable
influence upon precision in screen printing.
During long
print runs of after several screen reclaimings the loss
of tension can amount to several Newtons. Please take
care that accurate measurements can only be attained if
the SST-Newtontester is placed away from the screen
frame and the tensioned screen lies on a horizontal
plane.
1 Frames
Note: should be taken of the preceding section on
printing frames. We can summarize this as
follows:
The side of the frame to be gued must first be cleaned.
Ink and adhesive residues must be removed and sharp
edges and corners of the frame rounded offf. Certain
adhesives can be left on the frame if the same adhesive
is to be used again and if the coating already applied
is sound and flat.
It is always advisable to roughen the adhesive surface
of metal, in particular aluminium, using an emery wheel
or emery disc of rough grain. Sand-blasting of the
surface to be glued is also a good method.
Metal frames should be thoroughly degreased, shortly
before gluing, with a suitable solvent
(cellulose-thinner, acetone, refined petrol or alcohol).
On aluminium frames the oxygen contained in the air
causes an oxide skin to be formed after a short time.
Oxidation will even be increased by the use of alcali or
by an anodizing process. The surface of the aluminimu is
made porous which improves adhesion. In the case,
however, where the surface was mechanically roughened,
the indentations are etched away to a certain extent by
the oxidation, and adhesion is not improved.
In order to stop oxidation it is advisable to cover the
roughened surface by means of a two-component adhesive,
such as COLESTAL. A frame protected in such a way can be
left for a long period. The subsequent coat of adhesive
applied during the actual stretching operation bonds
perfectly with the precoated frame.
A stencil brush with medium
hard bristles should be used. It should be half as wide
in diameter as the width of the frame.
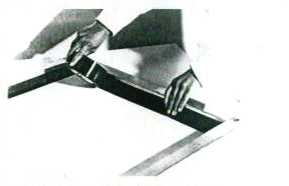
In case of poor contact between mesh and gluing surface
of the frame, we recommend placing weights made of 30 X
30 mm iron bars (see picture).

For better protection, gummed tapes are additionally
applied on the inside of the frames and also lacquered.
An elastic sealing paste can also be applied to the
insied corners of the frame, in order to prevent
solvents from penetrating between the frame and the
fabric.
Roughening new fabrics:
For indirect stencils (photo film and carbon tissues),
we recommend roughening the surface of new fabrics,
nylon or polyester monofilament, once only with Silicon
Carbide No. 500 or finer. Rinse the fabrics and mark
those frames. The silicon carbide is supplied by the
screen printing dealer in 1-kilogramme packs and is
applied to the printing face of the gauze with a wet
sponge, rubbing for 1-2 minutes.
Wash off with high-pressure water-jet
Do not use domestic scouring powders!
Such scouring powders are usually not of any standard
grain size, so that scouring particles of larger size
may clog the fine -mesh fabrics, particles of larger
openings and later cause pinholes or cut the threads of
the mesh.
Moreover, the chemical additives in house hold scouring
powders prevent the adhesion of carbon tissues and
films; whereas the silicon carbide powders are
thoroughly degreased and chemically cleaned.
Metacresol 1:10 solution in ketone), on the one hand,
weakens the nylon filament to an uncontrollable extent,
and, on the other hand, does not roughen polyester
fiber. We advise against the use of metacresol.
Printing requirements:
Lines
Sharply defined are attained with a coating build-up of
10-18 pm on fabrics with 90 threads/cm and finer.
Rule-of-thumb for coating build-up: approx. 15-25% of
the fabric thickness.
Half-tones
The thineest possible coating build-up of 4-8 pm results
in thin ink deposit required for half-tone prints.
Rule-of-thumb : approx. 10% of the fabric thickness.
UV-inks
When printing with UV-inks, the ink deposit should
generally be as low as possible. As a rule, the coating
build-up on the print side of the screen should not
exceed 5 pm.
In most cases the basic coating is done wet-on-wet.
After intermediate drying, additional coatings are
applied in order to eliminate the unevenness of the
fabric structure.
The fineness and the quality of the fabric are the
determining factors for the number of based coatings of
the stencil.
|
Threads/cm
|
Mesh Opening
|
Open area
|
Fabric thickness
|
|
Polyester Mono Filament 120 T
|
45 PM
|
30%
|
61 PM
|
|
Polyester Mono Filament 150 T
|
30 PM
|
20%
|
64 PM
|
|
Polyester Mono Filament 180 T
|
23 PM
|
17%
|
62 PM
|
These examples clearly depict the different percentages
of open area in fabrics of similar thickness. The larger
mesh opening causes more emulsion to be pressed through
the fabric per coathing. In order to attain the same
coating thickness on all three fabrics the number of
coatings will vary.
|
Quality of fabric
|
Mesh Opening
|
Open area
|
Fabric thickness
|
|
Polyester Mono Filament 120 S
|
49 PM
|
37%
|
53 PM
|
|
Polyester Mono Filament 120 T
|
45 PM
|
30%
|
61 PM
|
|
Polyester Mono Filament 120 HD
|
The various fabric qualities in the same number also
influence the coating thickness, because not only the
mesh opening but also the fabric thickness
differ.
Examples for cating :
|
Quality of fabric
|
Mesh Opening
|
Open area
|
Fabric thickness
|
|
Polyester Mono Filament 120 S
|
37 PM
|
53 pm
|
2 + 2
|
|
Polyester Mono Filament 120 T
|
30 PM
|
61 pm
|
2 + 3
|
|
Polyester Mono Filament 120 HD
|
22 PM
|
66 pm
|
2 + 4
|
The coating of the screen
should be done immediately
after degreasing, in order to avoid the fabric from
getting soild (dust, etc.); exception : storage in
dustfree surroundings.
Stencils for half-tone printing
Avoidance of moire effect
The correct half-tone screen rulings and fineness must
be slected according to the size of the print and the
distance at which it will be viewed.

Due to the uneven structure of the screen element, there
is no moire effect as with line, dot or bead-string
ruling.
Since many years there is in textile printing a kind of
graining known as the “DIRACOP method”. For this method
the diapositives are prepared, even today, manually,
through the use of transparent foils with a grained
surface in order to attain the half-tone structure.
In photography the graining effect is attained through
the use of a magenta contact screen.

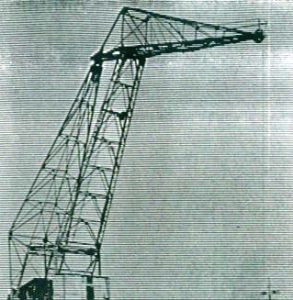
Line ruling is often particularly suitable for the
representation of engineering objects in monochrome.
Circular rulings are suitable for monochrome printing:
they subconsiously lead me eye of the beholder to a
particular image point ; the centre of the
circle.
The ordinary dot ruling 4-figure symmetry has nearly 50%
coverage with nearyl square dots; in the lower and
higher percentage values, dots tend to be circular
shaped.
This form of ruling has nearly 50% coverage value, tend
to combine in beadlike strings. This results in softer
transitions than with square dots. which at more than
50% coverage, combine in both directions. Bead rulings,
for instance, are suitable for portraits or for the
reproduction of a porcelain effect.
The fineness of the half-tone ruling is always linked
with the fineness printing gauze and the type of
stencil.
1. The finest details should properly adhere to the
gauze. The areas with the highest coverage of ink,
especially where the samllest dots of the emulsion must
cling to the fabric, are particularly critical. The
smallest dots should not rest on one thread or even fall
through the mesh opening.
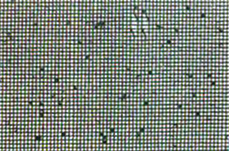
25-line per cm half-tone stencil on Polyester Mono
Filament No. 100 HD (magnified 23 X)
Strictly speaking, the diameter of the smallest
half-tone screen opening on the diapositive should be
microscopically measured in order to slect the gauze of
the correct fineness.
In the above example, the fabric is four times finer
than the half-tone ruling. It is logical that this
fineness is not sufficient for a 94% coverage (which,
one must admit, is hardly ever necessary in screen
printing). For an 87% coverage it is barely
sufficient.
(The relation of the printed half-tone coverage to the
100% coverage is know as tone value.)
2. Screen printing is a print-through process and not-as
offeset – a transfer process. The screen fabric of the
stencil causes a thicker ink deposit than a lithoplate.
This is the characteristic and advantage of screen
printing, namely, the intense and effective depth of
colour.
In hlaf-tone printing, however, the ink deposit should
be relatively thin, because, the finer the half-tone
ruling and the higher the degree of coverage, the more
difficult it is to avoid the running of ink in the
high-coverage print areas (smudging).
The thinner and finer the fabric, the lower the ink
deposit, therefore, these fabrics are more suitabel for
fine half-tone ruling.
© Copyright 2018 — Escreen Filter. All Rights
Reserved.